您好!欢迎来到湖北华芯传感技术有限公司
 官方直营
官方直营 全国联保 关于我们 | 联系我们
全国联保 关于我们 | 联系我们 


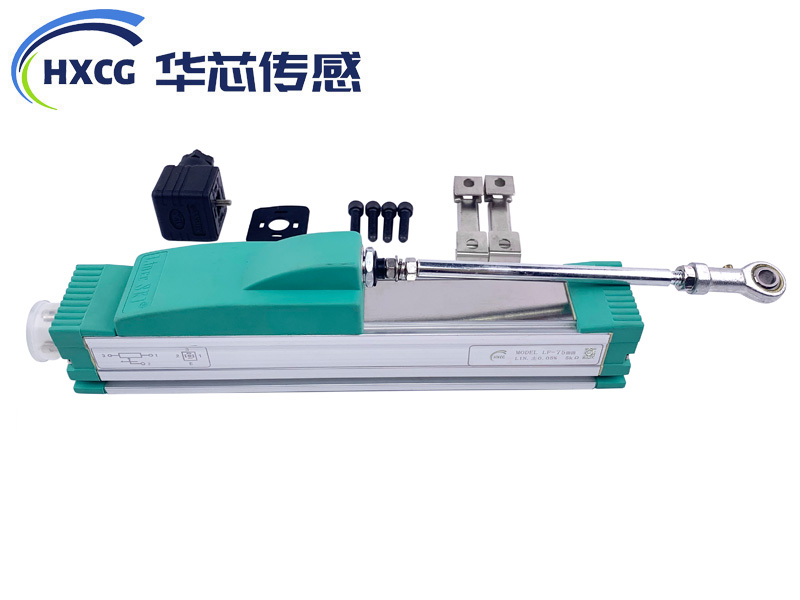
为了提高产品板形质量多数热轧厂都使用了直线位移传感器
来源:www.hbhxcg.cn | 发布时间:2022年10月28日精轧机组有多个机架,每个机架上均有工作辊、正弯辊和窜辊装置,一个机架有4个窜辊液压缸,分别对应上、下工作辊的入口侧和出口侧,通过液压伺服阀和截止阀来控制。与之对应,每个窜辊液压缸有一个直线位移传感器,用来测量上下工作辊的位置(轴向位置偏移)。窜辊液压缸使用伺服阀,采用PI控制。

通过入口、出口位移传感器采集现场窜辊缸的位移实际值,经过比较取平均值和偏差值分别输入 PIC 控制器(PIC 同步控制使得入口、出口窜辊缸动作同步),经PIC调节使得控制器输出值达到二级下发的窜辊值,经过比较分别输出给伺服阀控制窜辊缸动作。
由于系统采用了PI调节器,使系统在扰动的情况下,通过PI调节的作用使窜辊响应快,高精度控制。由于热轧现场环境恶劣,控制系统输入信号波动比较频繁,需要进行滤波处理,有效消除噪音。
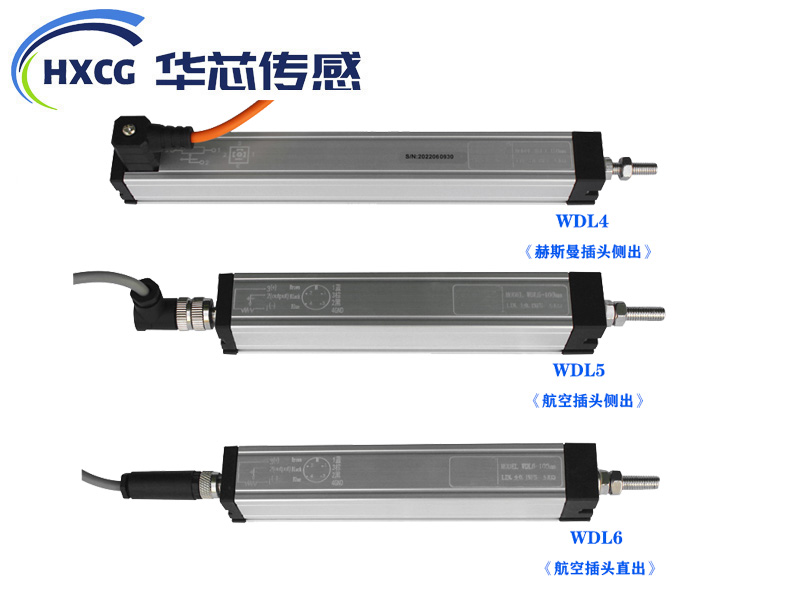
精轧机组工作环境较为复杂,如果采用常规型号的直线位移传感器,常因防护等级不高损坏传感器。防水型位移传感器具有较高的IP防护等级,可防止水、油等介质侵入传感器造成设备故障,具有更高的应用价值。日常巡检与维护工作时,也应注意对机组测控系统的防护,防止损坏各种传感器。
上一条:
通过位移传感器实时检测阀杆的位移的操作方法
下一条:
自动焊接自动化的作业方式需搭配位移传感器使用哦
【相关文章】




+
 微信号:13812857865
微信号:13812857865

微信号:13812857865
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询